In this community, we love reading your personal experiences through articles. It’s been a long time since we received one. Luckily, last week, a senior Electrical Engineering student living in the United States sent us this article.
Fitz – which is his name – has had 4 engineering internships (electrical and industrial based), and it seems like he has a lot to say!
Let’s all read his very interesting testimony…
“Throughout my time in the industrial sector, I have noticed an underutilization of vision systems for manufacturing. I have had the opportunity to work in manufacturing plants, as well as for private engineering firms, so it has allowed me to see both perspectives on vision system integration.
From my experiences, the majority of companies are not familiar enough with the versatility of vision systems to feel comfortable integrating them into their manufacturing processes. While there can be a decent upfront cost for the equipment, the benefits can save companies substantial amounts of money in the future.
As the designers of the manufacturing process, we engineers must maintain high standards for our products. Unfortunately, we often have to rely on human eyes and the consistency of those employees to successfully catch all product imperfections. With the implementation of vision systems onto new or old systems, those imperfections can be drastically reduced.
Even though implanting a vision system into a new piece of equipment will be easier, do not let this deter you from also utilizing them in older systems.
A gain of time and money
From a cost perspective, by integrating a decent vision system, it allows for an immediate, reduced labor cost. Since this automation has a better chance of catching any product blemishes, the quality assurance laborers could be reduced to a small percentage; just needing to verify occasional products.
From a time perspective, vision systems can evaluate products at a fraction of the time of a human being. Almost all vision systems come with versatile logging software. These logging systems will record anything you deem important. This invaluable option will allow for product reviews and a better understanding of your manufacturing process.
From personal experience, using a vision system to read shape outlines of product, allowed my engineering firm to understand certain issues in our manufacturing process. The tools packaged with these cameras can contain impressive algorithms for problem recognition. For instance, a quality assurance employee may miss a repeating pattern of misshapen product, but a vision system will recognize and document this issue, potentially saving your company from having to trash large volumes of product.
Setting up of a vision system
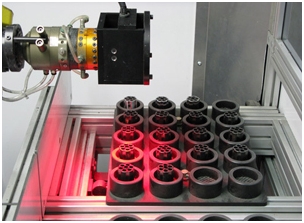
As for the implementation of a vision system, most are fairly easy to set up. From my experiences, the most challenging part is to get the proper view of your product. In general, it is best to use red light for most vision systems to allow for the highest quality picture. Also, it may help to add mirrors to get the best reflection on a product.
While there are obviously mathematical approaches to getting proper light reflection, it is usually easier to approach implementation with a trial-and-error mentality. While it does depend on complexity, the setup of a single-camera vision system should not take too long.
Conclusion
In conclusion, there are many benefits to implementing vision systems into almost all manufacturing processes. The upfront cost may deter some, but understanding the full potential can easily save any company both time and money.”
Is it anyone else who’ve been in the same situation as mine? What do you think about it and also do you agree with me?
Fitz.